










Гранулирование угольной пыли
В мировом масштабе около 30% потребления первичной энергии обеспечивается углем
Для угля, поступающего на тепловую электростанцию или металлургическое производство, часто необходимы дополнительное измельчение, классификация или шихтовка. При процессах транспортировки и обработки образуется большое количество мельчайшего и пылевидного угля, который может нанести серьезный вред окружающей среде.
Для борьбы с угольной пылью применяются установки удаления пыли. Накопившийся фильтрокек перегружается обратно в массовый поток транспортируемого угля, поэтому обеспыливающие установки в последующих местах перегрузки применяются все большей мощности, что приводит к увеличению затрат на обеспыливание.
Для решения этой проблемы целесообразна обработка пыльной фракции каменного угля в непылящие размеры частиц. Исследования HAVER Инжиниринг ГмбХ показали, что данная технология реализуется технически просто.
Все технологические процессы пылеудаления можно разделить на два главных направления:
1. Технология очистки от угольной пыли фильтрующим оборудованием без агломерации, возвращение в массовый поток, процесс, связанный с постоянными затратами на пылеулавливание на всем жизненом цикле продукта.
2. Технология очистки от угольной пыли с агломерацией, возвращение в массовый поток гранул, процесс связанный с затратами на агломерацию, а также гранулирование специального продукта с выходом на рынок угля с добавленной стоимостью продукта.
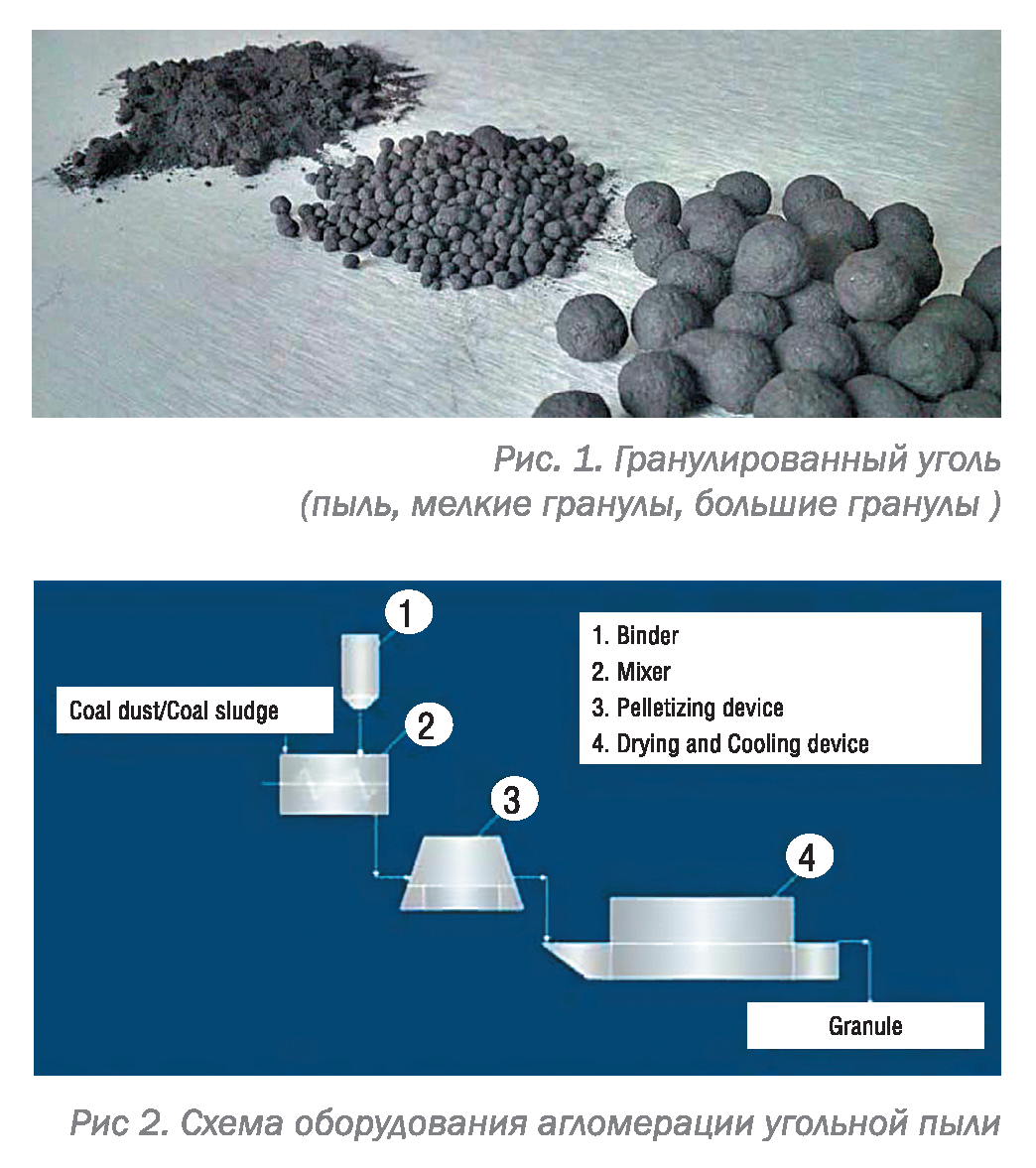
Гранулы каменного угля, полученные на окомкователях HAVER NIAGARA, значительно улучшают качественные характеристики транспортировки и приводят к минимизации пылевой нагрузки (рис. 1).
Ежегодно во всем мире в процессе обработки и перегрузки угля производится примерно 500 миллионов тонн пыли. Примерно 6,5% встречающихся угольных частиц имеют размеры меньше чем 0,5 мм. Для уменьшения образования фракции до 500 μm необходимо уменьшать механическое воздействие на уголь, снижать скорость загрузки и транспортные скорости перегрузки угля.
Обеспыливающее, фильтрующее оборудование, применяемое с водяным подавлением пыли, пылесвязывающими средствами орошения, с установкой защитных ограждений, герметизацией машин, а также с применением промывочных и агломерационных процессов дает хорошие результаты в уменьшении количества пыли. Поэтому наряду со сбором угольной пыли и распределением этой пыли в слабо запыленные фракции технически возможно получение высококачественных и гарантированных к продаже продуктов в виде гранул (рис. 2).
Связанное с агломерацией углей изменение качественных показателей через улучшение свойств текучести, рассеивания и проницаемости, предотвращение расслоения в смеси расширяют область применения угольных гранул для различных тепловых установок. Хорошая, равномерная дозируемость окомкованой пыли в автоматизированной системе горения имеет существенное преимущество по сравнению с ручной загрузкой крупных брикетов.
Следующая возможность использования гранул — это угольная газификация и сжижение, равномерное распределение в зависимости от технологического назначения присадок имеет важное значение для загрузки угля в газогенераторный реактор. Применение определенного качества гранул как легирующих углей позволяет автоматизировать дозировку науглероживающих присадок в металлургических процессах. Произведенный гранулят обеспечивает не только потенциальную экономию при транспортировке, складировании и перегрузке каменных углей, но особенно увеличивает их прибавочную стоимость.
Технология агломерации углей в чашевом окомкователе позволяет не только проводить очистку от пыли массового продукта, но и получать качественный продукт. Процесс наращивания структуры частиц угля из пыли происходит под воздействием добавлямой жидкости с образованием больших по размерам агломератов. Посредством вращения чаши пылеобразные частички взаимодействуют друг с другом, образуя гранулы.
Угольная пыль из обеспыливающей установки (рис. 2) загружается в мешалку (2), где смачивается со связующим компонентом. Смесь подается в агломерирующий агрегат (3). В окомкователе смесь под воздействием воды формируется в гранулы. Влажная окомкованная пыль и частицы поступают в сушилку с последующим охлаждением (4). Термическое закрепление образует достаточно прочное, твердое тело соединеных между собой частиц.

На испытаниях применялся чашевый окомкователь HAVER NIAGARA SC 2200, а также барабанный гранулятор например HAVER NIAGARA GT 10-30. Оба агрегата подходят для грануляции более 5,7 т/ч каменноугольной пыли.
Если необходим узкий диапазон распределения размера частиц угля, то применение чашевого окомкователя имеет большое преимущество. Через наклон и вращение чашевого окомкователя возникает мозаичный эффект сегрегации, так как большие частицы всплывают на мелких, в то время как продукт тонкого помола перемещается в нижнюю область подстилающего материала. В выгружаемом материале соответственно получается узкое распределение частиц по размерам.
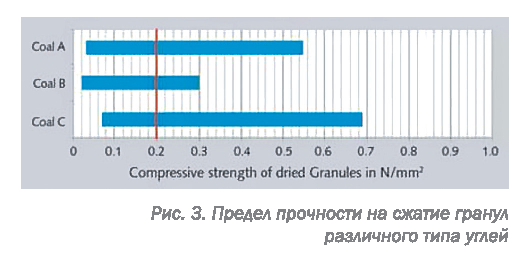
Если основной целью является только агломерация угольной пыли и качество продукции в отношении распределения частиц по размерам неважно, может применяться барабанный гранулятор. На рис. 3 отображены примерные результаты прочности гранулирования различных углей на чашевом окомкователе. Применяемые угли различны по вещественному составу, распределению размера частиц, а также степени влажности.
Из-за отсутствия технических норм и стандартов, соответствующих условиям поставки окомкованного угля, приведено сравнение с типичной прочностью и размерами гранул минеральных удобрений (предел прочности маркирован красной линией).
Чтобы образующиеся гранулы в сухом состоянии показывали достаточную твердость, добавляется связующий материал. Прочность гранул существенно зависит от вида вяжущего средства, дозировки и взаимодействия частиц. В иссследованиях использовался вяжущий материал бентонит, чистая вода, лигнин (бурый уголь) сульфонат и отходы — кормовая патока. В представленном графике (рис. 3) количество вяжущего средства задействовано от 0 до 3%.
Размеры гранул зависят от геометрических параметров чашевого гранулятора, рабочих параметров наклона чаши, числа оборотов и производительности. Распределение размеров частиц также зависит от этих параметров. Диаграммы показывают, как могут быть получены более тонкие или более грубые гранулы.
Во время перевалки массовых грузов, при экстремальных погодных условиях гранулированный уголь вводится снова в главный поток. Поэтому проводилось исследование влияния воды на устойчивость гранул. Испытания под действием дождя показали, что гранулы выдерживают интенсивный дождь при сильной грозе. Только большое количество осадков, сравнимое с муссоном (до 20 000 л/м² в год) приводит частицы без предварительной обработки в шлам.
Опыты агломерации с самозатвердевающими материалами, такими как цемент, показали, что длительность хранения на складе позволяет отказаться от сушки, но применение цемента увеличивает содержание золы на 2-3% в гранулируемой угольной пыли. В каждом отдельном случае процесс агломерации должен учитывать специфические свойства материала и и соотвествовать применению.
При транспортировке угля всегда важно учитывать, что неэффективное обогащение каменноугольной пыли оставляет неиспользованным потенциал прибыли.
Высокая конкуренция, конечная доступность ископаемых энергетических видов сырья влияют на эффективность и продолжительность использования месторождений угля. Агломерация уменьшает нанесение вреда окружающей среде за счет снижения эмиссии угольной пыли, обеспечивает безопасность производства, но, что особенно важно, позволит освободить угольные отстойники с многомиллионными накоплениями шламов, кека, откроет новые рынки по реализации гранулированных тонких частиц угля.
Европа: Haver Niagara
Тел.:+49-251-9793-0, +49 251 9793-186
E-mail: a.kolomiets@haverrussia.ru
www.haverniagara.com